图解牙体预备中的精确把握
牙体预备是牙科修复中非常重要的一个步骤,如何让预备更准确,效果更好,就需要牙医在操作的过程中掌握操作细节。
一、预备牙体边缘种类:刃状边缘、直角肩台、斜面肩台
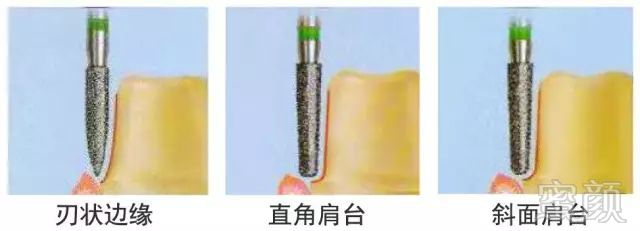
预备牙体常用车针:

 备牙后需要使用沙粒较细的车针过顺,使表面平溜,更易于修复体就位。
备牙后需要使用沙粒较细的车针过顺,使表面平溜,更易于修复体就位。
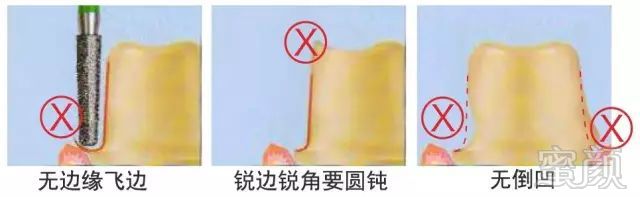
备牙注意:
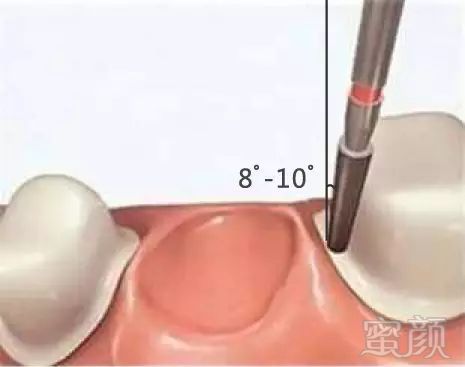 连冠或桥冠体制备时,共同就位道的取得和倒凹的消除非常重要。各个基牙选取一个共同的牙体长轴,制备每颗牙以同长轴为基准,在各个轴面内收8°-10°。
连冠或桥冠体制备时,共同就位道的取得和倒凹的消除非常重要。各个基牙选取一个共同的牙体长轴,制备每颗牙以同长轴为基准,在各个轴面内收8°-10°。
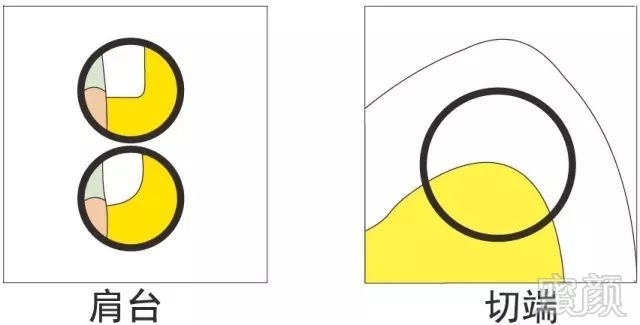
注:肩台预备为圆钝的轴-颈线角,宽度为0.6-1.0mm;切端要圆钝,无锐角。
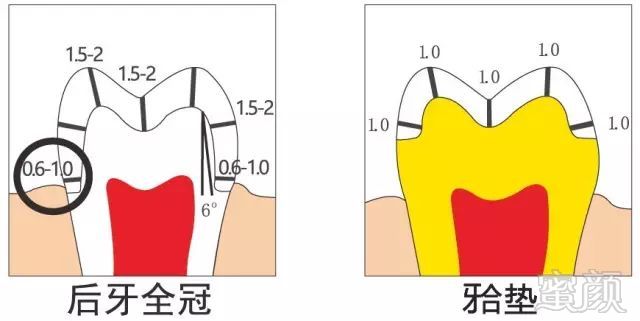
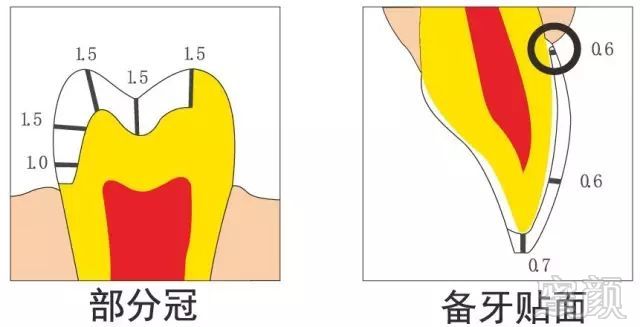
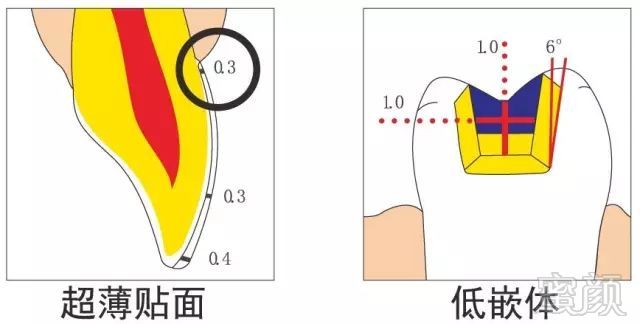
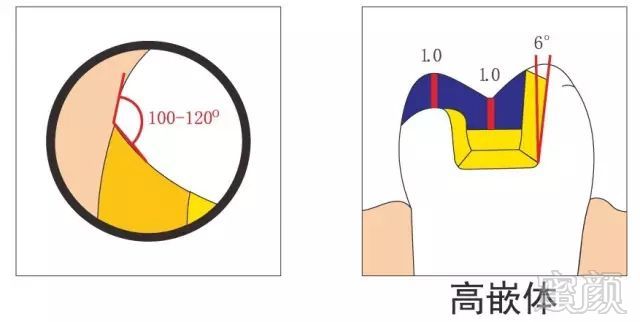
注:各轴面锥度为3°-6°,制备的轴壁要保持光滑。嵌体四边保留角度为100°-120°。全瓷超薄贴面可不制备牙体。
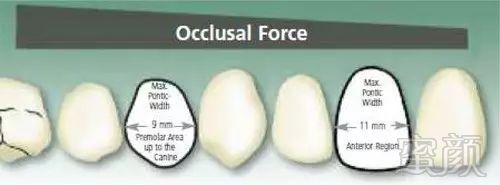
制备铸瓷桥体时,缺失牙的跨度要求:后牙至尖牙最宽9mm,前牙至尖牙最宽11mm。
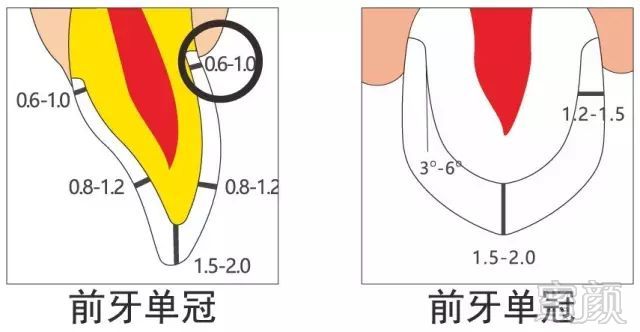
全瓷冠前牙预备
一、全瓷冠备牙量的要求:-
预备出的冠核应具备2-5度的锥度。所有边缘都需圆钝,避免对修复体形成破坏性张力;
-
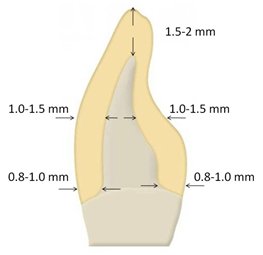
正常牙冠备除量:切端1.5-2mm,轴面1.0-1.5mm,颈缘部分须至少磨除0.8-1.0mm;
-
肩台的宽度约为1mm左右;
-
可将肩台预备成改良平角肩台,或凹形肩台;

-
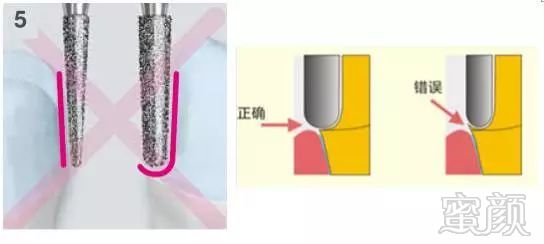
避免出现刃状肩台、飞边、或羽状肩台。 在使用柱状/锥状圆头的车针时特别注意:预备深度不得超过最大直径的一半。

1)与传统主备车针形态改变:
-
牙体预备(轴面&邻面):金刚砂车针;
-
牙体精修:钨钢车针

柱形圆头车针
(避免产生过大聚合角,无锥状车针)
柱形斜面头弧角车针
(前牙轴面用,避免损伤牙龈)
2)与传统车针颗粒区别:
3)与传统车针更关注转速:
第一步 切端定深和预备
用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒),在切端磨出1.5-2mm的唇舌向定深沟,然后继续用这根车针完成切端的预备。切端牙体预备量约1.5-2mm。
注意:最终切端为约45度唇舌向倾斜的斜面,不然会导致肩台处的应力过大。
第二步 唇面定深和预备
用金刚砂轮形车针(工作长度0.7mm,定深1mm,标准柄,标准颗粒)在唇面制备定深沟,深度为1mm左右。然后用之前的金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒),在唇面向近远中轴角制备,唇面磨除量为1-1.5mm左右,近肩台处牙体磨除量为1mm左右。轴面的预备皆在龈上预备,不伤及牙龈。
注:唇面的预备分切2/3和颈1/3两步进行,形成弧面的预备面,可获得足够的唇侧空间,达到美观的效果,又不会伤及牙髓。
第三步 邻面预备
用直径较细的金刚砂柱形斜面头弧角车针(最大直径1.0mm,工作长度10mm,标准颗粒)小心制备邻面。该车针尖端变尖,可减少损伤牙龈。可在邻牙放置成型片,避免损伤邻牙。应尽量控制轴面的切向聚合角为2-5度。邻面的牙体预备量约为1-1.5mm。
第四步 舌面预备
前牙舌面的预备,分成舌侧轴面和舌窝两个部分。先用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒)制备舌侧轴面,均匀磨除约1mm的牙体。
再用金刚砂橄榄形车针(最大直径2.3mm,工作长度4.2mm,粗颗粒)将舌窝均匀磨除1mm。
第五步 排龈
根据龈袋的深度及附着龈的厚薄情况,选择相应的排龈线(如0号、00号等)。避免损伤附着龈。
第六步 肩台修整
采用金刚砂柱形圆头车针(最大直径1.4mm,工作长度10mm,粗颗粒)修整肩台,形成连续、均匀的凹形肩台。肩台可根据实际情况制备到龈下或齐龈,前牙通常制备到龈下0.5mm。
第七步 精修
采用细刃(红标)、形态与肩台预备车针相同形态的钨钢柱形圆头车针(最大直径1.2mm,工作长度8mm,细刃)精修肩台,达到光滑连续的肩台。肩台应预备成内角圆钝的肩台,宽度约1mm。
继续用此车针精修牙体,避免过锐线角对全瓷冠产生应力集中点。此款钨钢车针的最佳转速是 20000转/分,在这个转速下,钨钢车针能够对牙体发挥最佳精修效果,又对牙体避免过多磨除,所以在使用钨钢车针前需要调整转速。
为避免肩台形成飞边,用特殊金刚砂车针(最大直径1.2mm,标准颗粒)调整肩台,使得肩台平滑连续,增加牙体与修复体的密合性。
最后用钨钢橄榄形车针(最大直径2.3mm,工作长度4.2mm,细刃)将舌面精修圆钝。车针最佳转速20000转/分。
精修完成效果图
戴冠车针,去除多余粘结剂。
看完了这篇文章后,小编想告诉各位求美者,其实医美整形行业内的潜规则很多,真与假、专业与非专业真的要抉择好!变美和毁容有可能就在一个决策之间…文章内也不便多说…想知道如何分辨是不是选择的医院和医生是正规的,大家可以点击“在线咨询”,小编再和大家详聊~